
アンダーフィル封止工程の最新解析事例
JIEP電子部品・実装技術委員会 先進実装学会2024年度第一回公開研究会で公開された、サンユレック株式会社様によるアンダーフィル封止工程の最新解析事例をご紹介します。

アンダーフィル工程
半導体封止プロセスの一種であるアンダーフィル工程について簡易的に説明します(図1)。基板へのフラックス印刷または転写した後に、チップアライメントとTCB (Thermal Compression Bonding)工程、リフロー工程、フラックス洗浄工程を経て、最終的にアンダーフィル工程を実施し樹脂の硬化によって、封止工程が完成します。
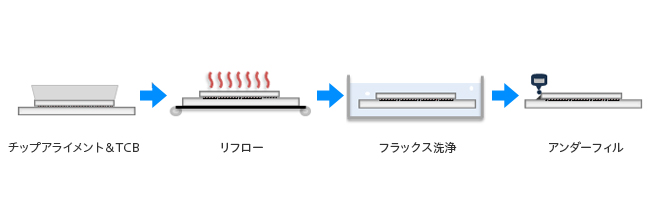
画像提供:サンユレック株式会社様
このような工程において、チップと基板間のスペース(隙間)を極力狭くすることで生産効率を高められますが、成形は難しくなります。また、良好な生産品質を実現するには、成形対象に適した樹脂材料※1の選択と充填条件の設定が重要になります。一部のチップに樹脂を塗布しすぎると、樹脂が他のチップに流れてしまい、ショートショットやボイドを誘発し成形不良となってしまいます。そのため、各材料の最適成形条件を検討し、それらの条件を実行できる高い塗布精度を持つジェットディスペンサーを使用します。
パッケージング封止実験による成形不良の確認
HMB(High Bandwidth Memory)チップをベースにしたパッケージング封止実験で確認された成形不良の事例をご紹介します(図2)。HBM チップのディスペンシングプロセス(塗布工程)において、L字パス(二辺塗り)と I字パス(一辺塗り)の両条件を比較しています。L字パス条件では、バンプ密度が低い中央部位でボイドが発生しますが、I字パス条件では、ボイドが発生しないことが確認できました。
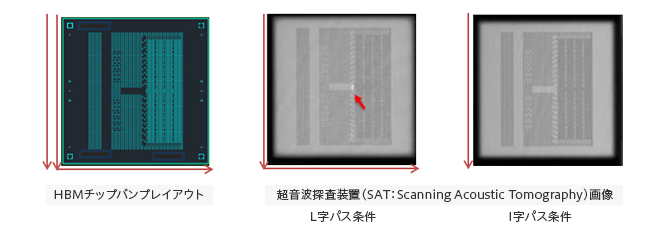
画像提供:サンユレック株式会社様
Moldex3Dによる成形過程の見える化
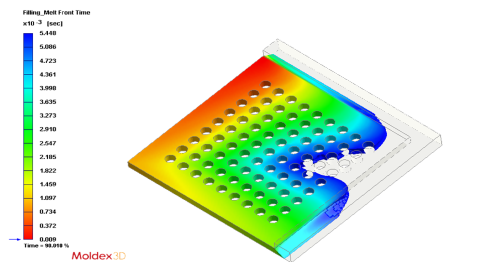
Moldex3Dによるアンダーフィル成形解析の結果を動画1に示します。表面張力が考慮されていることによって、バンプ密度が低い領域では、樹脂材を牽引する毛細管圧とバンプの存在によって誘発される流動抵抗力との間で競合が発生していることがわかります。この競合により、樹脂がこれらの領域を通過するときに、局所的なフローフロントの加速現象が発生します。毛細管圧と流動抵抗力の強さは、各バンプ領域での密度分布と接触角の違いによって変わります。バンプの分布が最も密な右端の領域では、毛細管圧が強くなり、フローフロントの流動が速くなることがわかります。
また、L字パスの充填結果においては、左と下から押し寄せてくるフローフロントが HBM パッケージの中央付近で合流し、ボイドが発生していることがわかります。一方、I字パスの方は、ボイドの発生なく充填工程が進行することがわかります。前述した実験で観察されたボイド現象を再現するには、接触角や毛細管圧の定量化など、バンプ領域のパラメータの最適化や調整を要しますが、L字パスとI字パスの成形過程を定性的に再現できることが確認できました。
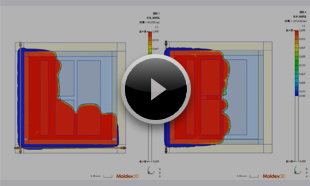
動画提供:サンユレック株式会社様
さいごに
Moldex3Dは射出成形解析をベースに開発されたシミュレーションソフトウエアです。半導体封止成形解析にも対応しており、世界各国の半導体関連企業様への導入実績も数多くあります。とくに台湾では、世界規模の半導体大手企業様をはじめ、多くの半導体関連企業様において半導体封止成形解析にご活用いただいております。
半導体封止成形解析にご興味がございましたら、お気軽にお問い合わせください。
- ※1 近年の高性能ICパッケージ用の樹脂材料は、より狭いバンプピッチとより高いバンプ密度の封止が求められます。そのため、フィラーサイズとフィラー分散が制御された配向材料により各コンポーネント間の熱膨張差異による反りの発生を抑制し、各種チップの封止充填に最適化されています。
この記事の関連情報
技術ブログカテゴリ
新着記事
- 塗膜乾燥のシミュレーション — 塗布・塗装・電極プロセスの1D/3D解析入門
- マテリアルズ・インフォマティクス(MI)とは?
AI×シミュレーションで加速する次世代材料開発 - リアルワールドの自動車衝突安全に向けて(2)~ISOレーティング~
- 分子シミュレーションで設計するプラスチックリサイクル
- 形状設計フェーズでの組み立て精度向上によるコスト削減
~ 組み立てCE検討ツールのご紹介 ~ - JSOLが考える「溶接シミュレーションと工場デジタルツインが実現する工程設計」について講演しました
- リアルワールドの自動車衝突安全に向けて
- 機械学習で加速する材料シミュレーション技術
- ノウハウ不要!樹脂の複雑な材料特性を簡単にフィッティング 〜 材料同定ツールと高精度ユーザーサブルーチンの活用事例 〜
- 樹脂材やゴム材の高精度予測に向けたパラメータ同定
