[解析事例] 成形プロセスおよび金型構造がASA製品表面の白点に与える影響に関する研究
- 事例カテゴリ
- 充填/最適化
外観不良の発生原因と対策に関する解析事例
技術サポートチームシニアエンジニア・張文彦
上海交通大学は、1896年に上海で設立され、中国で最も古く、最も有名な大学の一つです。上海交通大学は、中国の「プロジェクト985」、「プロジェクト211」、「ダブル一流大学計画」の主要研究機関に指定されています。
- 導入企業様 プロフィール
-
- 顧客名:上海交通大学
- 国:中国
- 業種:自動車
- 導入ソリューション:Moldex3D Professional Package、Flow、Pack、Designer BLM
概要
自動車部品の射出成形において、ゲート近傍に色むらのある白点がしばしば発生し、製品の外観に影響を与えます。白点の発生は射出パラメーターと金型構造に関連しています。本研究では、射出成形プロセスのシミュレーションに Moldex3D を採用し、実践的な実験を統合することで、フォンミーゼス応力と製品表面の白点との関係を示しました。この研究の目的は、シミュレーションを通じて射出パラメータと金型構造を最適化し、白点発生のリスクを最小化することです。
課題
色ムラはゲート付近の溝下流部で発生することが多く、その原因は複雑で難しい問題です。射出成形の複雑な要因の中で、白点が発生する理由と改善方法をシミュレーションで解明します。光沢度と成形パラメーターの関係を作成し、成形パラメーターを最適化します。
研究テーマ
Moldex3Dは、ASA研究モデルの射出成形プロセスのシミュレーションに使用されました。溶融温度、射出速度、金型温度、ゲート厚さなどの異なる射出パラメータと金型構造をシミュレートし、白点発生の原因と改善策を検討します。本研究では、得られた関係の正しさを実用的な実験を通じて検証し、ASA試験モデルの表面における白点の発生を改善するための推奨事項を提案します。
効果
様々な射出パラメーターの中から、ASA試験モデルの表面に白点が発生する主な影響因子を見つけます。実用的な実験の正しい方向性を指摘し、実験の作業負担を軽減します。また、今後の実験で白点問題を回避し、製品開発の効率を向上させます。
ケーススタディ
自動車用ASA部品の白点発生を調査し、予測方法を開発するために、簡易金型を設計しました。図1に示すように ASAはエッジゲートから充填され、深さ1mm、幅5mm、ゲートからの距離20mmの溝を通過し、溶融物は均一な厚さの板に入ります。4つの異なる射出速度と4つの異なる溶融温度による16のプロセス条件が選択され、実験製品はさまざまな程度の白点を示しました。
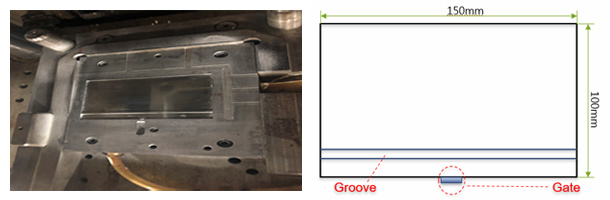 図1. 白点試験用金型と簡略図
図1. 白点試験用金型と簡略図
色むらは布で拭いても取れないことから、白点はプラスチック添加剤の放出に起因するものではないと考えられます。図2に示すように、サーバーの白点が最も多い製品と最も少ない製品のシミュレーション結果を比較すると、溝の下流部で明らかに高いフォンミーゼス応力があり、白点のひどい製品では、最も少ない製品よりもフォンミーゼス応力がはるかに高くなっていることが分かります。
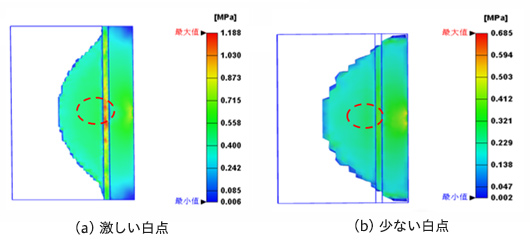 図2. フォンミーゼス応力
図2. フォンミーゼス応力
(a)激しい白点 (b)少ない白点
溝の下流域には7つのセンサーノードを設置しました。センサノード1が溝に最も近く、センサノード7が最も遠い点です。他の5つのセンサーノードは図3に示すように等間隔に配置されています。16のプロセス条件の結果は、ゲートとセンサーノード間の距離が長くなるにつれて、フォンミーゼス応力が急激に増加し、その後ゆっくりと減少することを示しています。フォンミーゼス応力が最大になるのは、通常、溝に最も近いセンサーノード1ではなく、溝から5mmの距離にあるセンサーノード2で見られます。
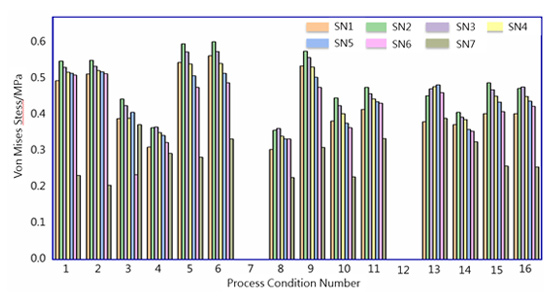 図3. 異なる位置におけるフォンミーゼス応力
図3. 異なる位置におけるフォンミーゼス応力
フォンミーゼス応力に加え、図4に示すように、厚み方向の速度もセンサーノードと同様の傾向を示しています。厚さ方向の速度は、センサーノードが溝から離れるにつれて大きく異なります。 すぐに増加し、ゆっくりと減少します。溝付近の流れ場は不安定であり、センサーノード2で最大速度が現れています。シミュレーション結果は、厚さ方向の流速とフォンミーゼス応力を用いてホワイトスポットの問題を特定できることを示しています。
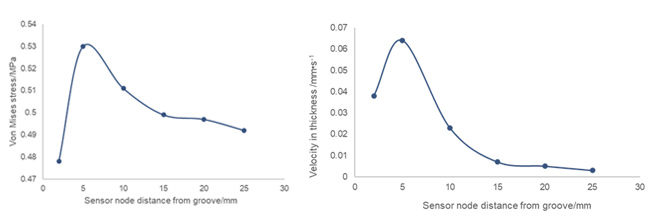 図4. センサーノードの違いによる厚み方向の応力と速度
図4. センサーノードの違いによる厚み方向の応力と速度
白点発生の主要因を探るため、ゲート厚さ、溶融温度、射出速度、キャビティ厚さの4つの射出パラメータを選択し、製品表面の光沢度を調べました。実験データの直交分析結果から、ゲート厚みと表面光沢の関係は、他の3因子と比較してあまり大きな影響はありませんでした。キャビティ厚さ、射出速度、溶融温度が表面光沢の重要な因子であり、射出速度、キャビティ厚さ、射出速度の順に影響がありました。各因子と表面光沢の関係を図5に示します。
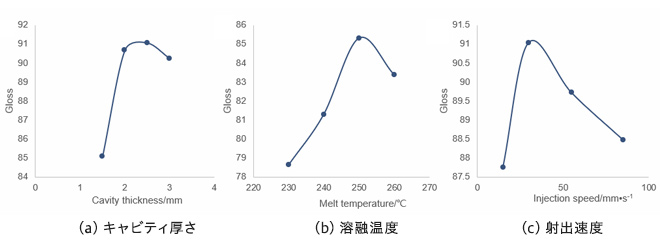 図5. 制御因子と光沢の傾向曲線
図5. 制御因子と光沢の傾向曲線
(a)キャビティ厚さ(b)溶融温度(c)射出速度
図6に示すように、シミュレーション結果のフォンミーゼス応力と実験結果の光沢を比較します。相関分析から、表面光沢とフォンミーゼス応力は大きく関係していることが分かります。したがって、成形シミュレーションからフォンミーゼス応力を予測することにより、白点のリスクを見積もることは、合理的で実行可能な方法であると考えられます。
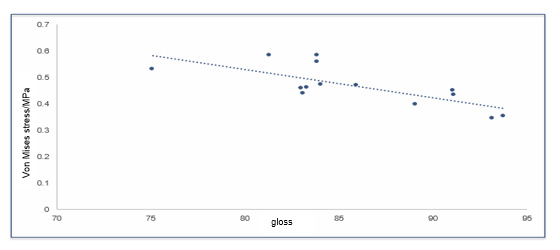 図6. フォンミーゼス応力と光沢の相関
図6. フォンミーゼス応力と光沢の相関
各要因の傾向と光沢への影響を分析した結果、回帰分析により所定の範囲内で最適な射出パラメータが得られました(キャビティ厚さ3mm、溶融温度280℃、射出速度15mm/sec、ゲート厚さ2.5mm)。最適化された射出パラメータのシミュレーション結果は、図7に示すように、ホワイトスポットの激しい元の射出パラメーターと比較して、厚さ方向のフォンミーゼス応力と速度が明らかに減少しています。さらに、最適化された射出パラメーターにより、ホワイトスポットは解消されました。
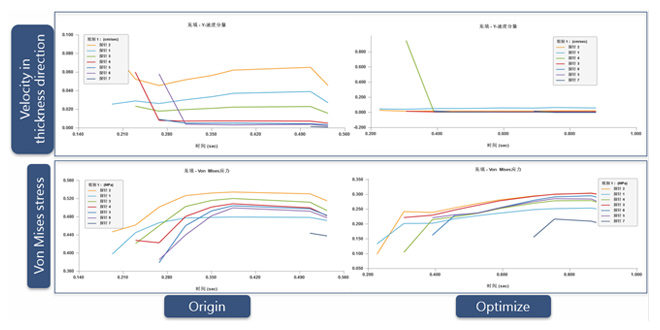 図7. 最適化前と最適化後の射出パラメータの比較
図7. 最適化前と最適化後の射出パラメータの比較
結論
本研究は、残留応力と板厚方向の速度を予測することで、ホワイトスポットのリスクを推定するツールとして機能することを実証しました。実験計画法を用いて、各射出パラメータと白点の相関関係を明らかにしました。それにより、金型設計と射出工程条件を最適化し、白点の発生を防止することに成功しました。
事例一覧
-
- 新しいMoldiverseクラウドプラットフォームで産業変革への第一歩を踏み出す
- ノートパソコン用キーボードのファミリーモールドの開発と組立ての自動化
- Composite 2023:StudioでRTM繊維配向を編集する方法
- Simpleware Software との連携による繊維配向予測精度向上
- Moldex3D Studio API機能を体験
- Moldex3Dを利用したiMFLUXのプロセスシミュレーション解析
- 樹脂流動解析の応用によるシングルバルブゲート型ホットランナーのアンバランス流動およびコアシフトの改善
- StudioでShellモデルを構築する方法
- Moldex3Dシミュレーションのためのクラウド活用
- 成形プロセスおよび金型構造がASA製品表面の白点に与える影響に関する研究
- 流動解析と実験計画法(DOE)の組み合わせにより最適なソリューションをすばやく特定
- NXのMold Wizardで作成されたランナーへの構造メッシュの作成
- 設計最適化によるそり変形問題の解消
- ICパッケージング業界のための自動シミュレーションワークフロー
- 金型業界におけるコンフォーマル冷却の普及について
- コンフォーマル冷却ウィザードの強化
- IC封止成形解析メッシング機能の高速化と信頼性向上
- APIによる射出成形シミュレーションの自動化
- 圧縮成形時の繊維配向変化の予測
- 高度な材料データを使用した射出成形圧力予測の改善
- 樹脂材料と3Dプリンタによる射出成形型(3DPIM)の効果的な設計検証ツールの実証実験
- 製品設計の最適化と複数解析の自動化
- ガラス繊維射出成形品のウェルドラインの検証
- Moldex3D バージョン2021 Viewer機能紹介
- 3D冷却CFD解析による仮想と現実の統合
- 射出発泡成形におけるコアバック技術の解析
- 共射出成形製品の物理メカニズムの調査と反り変形問題の解消
- シミュレーションテクノロジーを用いてSynventive社の高度なバルブゲートシステムを検証
- ウィスコンシン大学における学術研究:プラスチック製品の不具合予測
- AUDIX社 - 寸法精度の向上と外観不良の解消を両立
- Moldex3Dのコンフォーマル冷却解析による冷却時間の短縮
- Delta Groupは、冷却ファンブラケットの変形を改良するためにMoldex3D を利用
- CAEの使用でツール製造における複数の課題を一度に解消
- BASF、デザイン変更を行わずにガスアシスト成形の椅子製品を最適化
- 射出成形製品の最適化ワークフローを完全自動化
- 東陽実業による車用フォグランプの外観不良対策事例
- 電子部品のアンバランスな流動、ウェルドライン、エアートラップの問題を一挙に解決
- 先進的なCAEツールを使用して光学製品のそり変形と屈折率を検証
- 清華大学、Moldex3DによるVaRTMプロセスの検証に成功
- 射出成形の効率化を図るホットランナー設計にMoldex3Dを活用
- 軽量化と製品強度の要件を兼ね備えたプラスチック製品の実現
- 逆そり変形によるそり変形ソリューション
- 革新的な2ステップのシミュレーションでシート状複合材料の圧縮成形プロセスを一括管理
- マサチューセッツ大学による自転車金属部品の代替素材の特定
- ヘッドアップディスプレイのコンバイナー用蒸着治具金型と成形効率の最適化
- ブダペスト工科経済大学はMoldex3Dにより冷却時間を18%短縮
- ファスナー製品に欠かせない強度最適化手法
- イタリアの金型メーカーがMoldex3Dを使用して再利用可能なマスクをスピーディに量産化
- WISE、Moldex3Dにより引き出しスライドレールの要求寸法を達成
- STマイクロエレクトロニクスはMoldex3Dを使用してICパッケージングプロセスの最適化を実現
- SABICはMoldex3Dを使って2K-ICM製品の外観を最適化
- IDEMI、Moldex3Dにより新型コロナウイルス対策用フェイスシールドを検証
- Blackcad、Moldex3Dによる新型コロナウイルス対策用フェイスシールドの製造に成功
- 最短時間で最適な製品形状設計を見つけるには
- タブレットのバックパネルのそり変形を92%改善
- 部門間をつなぐビッグデータ管理プラットフォーム(Moldex3D iSLM)
- 独ケムニッツ工科大、Moldex3Dを用いた熱硬化性射出成形の壁面滑り現象の研究
- Moldex3Dを用いる事により成形歩留まり率を改善!
- 反り変形予測の定量評価に重要な粘弾性特性
- Moldex3Dにより車窓のガラスランチャンネルの変形を解決する方法を特定
- Moldex3Dによるコンフォーマル冷却回路の最適化で冷却効率が70%向上
- 炭素繊維配向の応力シミュレーション解析によりハンマータッカー製品の構造強度が向上
- 微細形状を持つ製品の流動評価
- Moldex3Dを使用して自動車部品の冷却時間を67%短縮
- CAE検証例:炭素繊維テープによるプラスチック製船舶用プロペラ構造の強化
- Berry PlasticsはMoldex3Dにより「時は金なり」であることを実証
- マルチコンポーネント成形:厚みのある光学製品の冷却時間を55%短縮
- コンフォーマル冷却回路の有効性を検証することでUSB外装部のサイクルタイムを短縮
- Moldex3DとANSYSの組み合わせによりガラス繊維のポリ乳酸製品構造に与える影響を検証
- CAEツールを利用したカメラレンズ筐体の真円度改善
- ACER社:Moldex3Dを活用し軽量・薄型タブレットを製造
- Moldex3Dを使用してLED製品の最適化を行い、金型製作コストを11,500米ドル削減
- Moldex3Dによる車載ナビゲーション機器部品の変形問題の解決例
- Moldex3DとLS-DYNAを統合し、スキャナーパーツの反り変形という難題の改善に成功
- Moldex3D成功例:反り変形抑制とサイクルタイム短縮例
- Moldex3Dと構造解析ソフトの統合 ― 反り変形の解決
- Moldex3D適用事例 −ガスアシスト・ワックスインジェクション成形の研究成果
- Moldex3Dにより光学製品の精密成形工程を最適化
- Moldex3D DOEによるパラメーター設定の最適化:部品品質の向上
- Moldex3D Advanced & Optics Module:ウェルドラインの解消
- Moldex3D eDesignを活用したウェルドライン改善の事例
- 樹脂流動解析と構造解析の連成事例
- 新繊維配向アルゴリズム(iARD) 〜長繊維配向の予測をより高速に、より高精度に〜
- 粉末射出成形「PIM」の紹介
- インサート成形用コアシフトシミュレーション(FSI)
- 3Dプリンター(レーザー焼結方式)を活用したコンフォーマル冷却による品質向上の事例
- ※Moldex3Dの開発元は CoreTech System Co., Ltd. です。
- ※記載されている製品およびサービスの名称は、それぞれの所有者の商標または登録商標です。