


[解析事例] Moldex3Dを使用してLED製品の最適化を行い、金型製作コストを11,500米ドル削減
- 事例カテゴリ
- 充填
LMT Mercer Groupはアメリカ、カナダ地域におけるPVCフェンス、テラス、手すりなどの関連製品のリーディングカンパニーであり、ニュージャージー州とオハイオ州に3つの工場があります。LMT社はサーボロボットとガスアシスト成形機能を備えた30台もの最先端射出成形機を有しており、2013年よりMoldex3Dを導入し、製品の研究開発の最適化を行っています。(出典: http://lmtproducts.com/)
- 導入企業様 プロフィール
-
- 顧客名:LMT Products
- 国:アメリカ
- 分野:フェンス、テラスなど
- ソリューション:Moldex3D eDesign
概要
本事例の照明製品は、同一材料、同一金型から生産される2つの製品から構成されています。しかし、2つの製品にはサイズ違い、充填が不均一になるといった現象が発生していました。Moldex3Dを使用することで、これ以外に瞬間的に型締めトン数が急激に上昇するという問題が検出されました。そのためLMT社ではランナー、ゲートおよび冷却システムの最適化を行い、不均一な充填と急激な型締めトン数の上昇という問題を改善しました。また同時に冷却時間を短縮することで、冷却効率と製品平面度の問題も改善し、大幅な時間とコストの削減を達成しました。
課題
・2つの製品を同時に充填完了させる。
・ランナー、ゲートおよび冷却水路の配置に注意し、寸法公差範囲内で反りを制御する。
ソリューション
Moldex3Dは充填、保圧、冷却、そりに関する解析機能を提供し、充填時間、成形サイクル、冷却効率、製品平面度の問題を改善するうえで必要なランナー、ゲートおよび冷却システムの設計変更をサポートします。
利点
・保圧作業終了の際に必要な型締め力が225トンから175トンへと減少したことで、比較的小型の射出成形機を使用することができるようになり、コスト削減につながった。
・2つの製品の充填をともに1.28秒で完了することができるようになった。(本来の設計においては大小の製品の充填完了に要する時間はそれぞれ1.28秒と1.07秒だった。)
・最適な冷却回路設計により、冷却時間を11.99%短縮することができ、冷却効率のギャップは25.452%から13.759%まで縮小された。
・小さな製品の平面度は2.56%、大きな製品については6.18%改善された。
・金型製作と品質管理のためのサンプリングにかかるコストを11,500米ドル削減できた。
ケーススタディ
本事例の目的は、金型製作の前にランナーとゲートの設計を最適化し、製品の製造に際して不必要に大きい射出成形機を用いる必要がないようにすることでした。同時に、成形サイクルを短縮し、製品の平面度を許容範囲内に収め、金型修正と抜き取り検査のコストを削減させることを期待していました。
LMT社はMoldex3D eDesignを使用して2つの異なるキャビティ(小さな製品はLED基板ホルダー、大きな製品はリフレクター)の製品メッシュモデルを作成し、で流動解析から不均一な充填を検出し、型締め力、最長冷却時間、不要な冷却水路設計、Y軸変位などを検証しました。
シミュレーション結果に基づいたゲートとランナーの設計変更は図1と図2に示す通りです。
 図1 従来の設計(左図)では、小さな製品はサイドゲートを使用し、大きな製品はサブマリンゲートを使用していました。設計変更後(右図)、大きな製品は変わらずサブマリンゲートを使用していますが、小さな製品はランナーを延長しサブマリンゲートに変更しています。
図1 従来の設計(左図)では、小さな製品はサイドゲートを使用し、大きな製品はサブマリンゲートを使用していました。設計変更後(右図)、大きな製品は変わらずサブマリンゲートを使用していますが、小さな製品はランナーを延長しサブマリンゲートに変更しています。
 |
 |
図2 左図の従来の設計と比較すると、右図の設計では大きな製品が元々つながっていたループ状の冷却水路と分割され、大きな製品の下方に冷却水路を1本追加するように変更されています。
Moldex3Dのシミュレーション結果から、従来の設計では小さな製品の充填に必要な時間は大きな製品よりも短いことがわかります。小さな製品のランナールートを延長する設計変更により、小さな製品の充填時間を大きな製品とほぼ同じにすることができました。(図3)
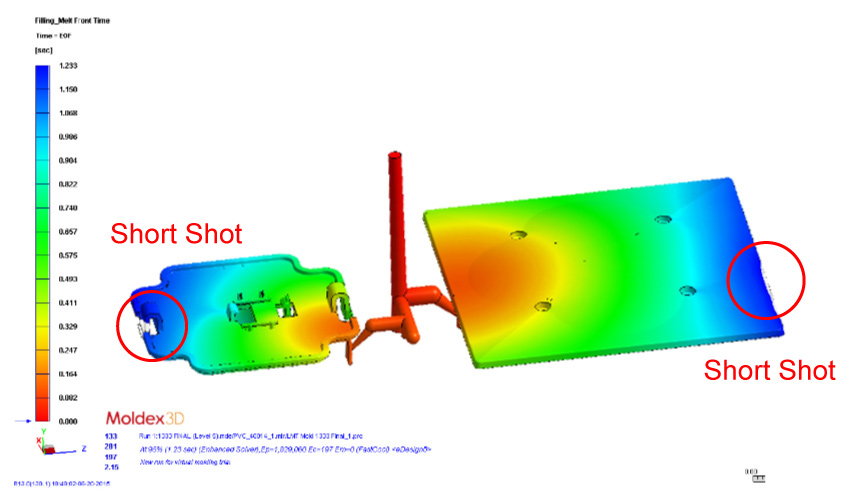 図3 従来の設計の充填74%(上図)と設計変更後の充填96%(下図)の状態を比較すると、2つのキャビティの不均一な充填は解消されていることがわかります。
図3 従来の設計の充填74%(上図)と設計変更後の充填96%(下図)の状態を比較すると、2つのキャビティの不均一な充填は解消されていることがわかります。
この他に、冷却システムを最適化することにより、最長冷却時間は本来の21.009秒から18.489秒に短縮され、それにより成形サイクルも短縮されました。最後に、代表的なヒケ現象であるY軸変位の問題についても改善することができました。本来の設計では大小の製品の最大変位量はそれぞれ0.6985 mmと0.1981 mmでしたが、設計変更後の変位量はそれぞれ0.6561mmと0.1930mmでした。
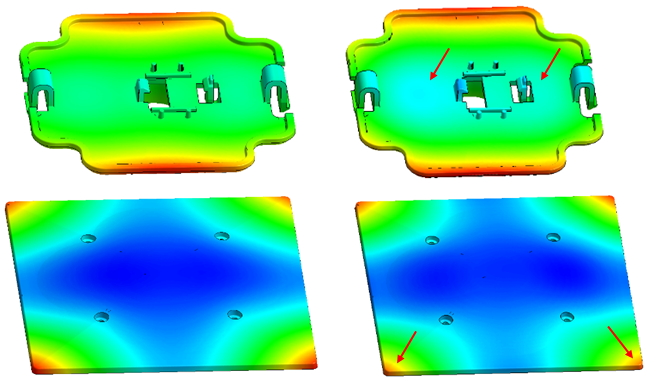 図4 大小の製品のY軸変位の解析結果によると、設計変更後(右)の変位量は従来の設計(左)よりも改善されています。
図4 大小の製品のY軸変位の解析結果によると、設計変更後(右)の変位量は従来の設計(左)よりも改善されています。
設計変更の結果は、試作によっても実際に確認を行いました。Moldex3Dの解析から導きだされた最適な成形条件に基づき、ショートショット結果を実機比較検証したものが図5になります。実際の射出成形の結果とシミュレーション結果が一致していることが確認できます。
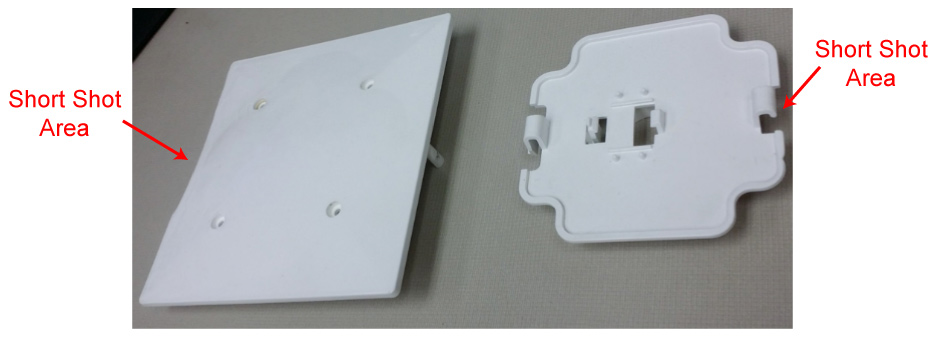 図5 設計変更により、大小の製品のショートショット結果がシミュレーション結果と一致。
図5 設計変更により、大小の製品のショートショット結果がシミュレーション結果と一致。
結論
本事例では金型製作前にゲート、ランナー、冷却システムの最適化を行い、生産コストの削減と製品の品質改善の2つの目的を同時に達成することが出来ました。Moldex3Dを使用することで実現象を高精度に再現し、様々な設計変更を容易に行うことができ、迅速な試作の遂行から最適な設計を見つけ出すことが可能です。また、金型製作と修正にかかる高額なコストを浪費させることなく、市場への投入と品質管理の準備をスムーズに進めることができ、大幅な時間とコストの削減が行えます。
事例一覧
-
- 金型鋼材による冷却効率と変形への影響
- 先進実装学会にてサンユレック様ご講演に関する技術報告
- ワイヤウィザードとワイヤテンプレートを使ってワイヤコンポーネントを素早く構築
- Moldex3D StudioにおけるCoWosの自動メッシュ作成
- シミュレーションによる電子ポッティングプロセスの最適化および製品信頼性の向上
- IC業界における信頼性試験:温度サイクル試験のシミュレーションによる熱疲労予測
- Moldex3D ICキャピラリーアンダーフィルの包括的シミュレーション
- Moldex3D StudioのICパッケージングにおけるトランスファー成形シミュレーション
- さまざまなIC封止成形プロセスに柔軟に対応するMoldex3D IC封止成形解析機能
- Moldex3D Expert Moduleによる反り変形の改善と成形パラメーターの最適化
- 第3ブレーキライトの設計最適化にMoldex3D を活用し、収縮問題を見事に解決
- 自動車用ヘッドライト反射板のエアトラップ解消事例
- Moldex3D粉末射出成形シミュレーション:ジルコニアインプラントの反り改善
- Moldex3D光学モジュール適用事例 : レーザープロジェクター レンズアレイの最適化
- Moldex3Dを使ってマルチショット射出成形の成形課題を克服
- 薄板成形品の反り変形予測
- マイクロレンズアレイ成形技術の飛躍的進歩
- Moldex3Dによるコストと時間の低減(Shape社)
- Moldex3Dによる成形品質改善(Widex社)
- MuCell® 技術の正確な解析 - Moldex3D解析 との融合
- 充填アンバランスの改善(BTI社)
- Moldex3Dによる冷却ファンブラケットの変形量改善
- 3Dプリントがもたらすスマート成形ソリューション
- コンフォーマル冷却回路の最適化とLEDレンズ残留応力の低減
- 金型温度調節機と冷却回路の互換性評価方法
- LS-TaSCを用いた射出成形金型のトポロジー最適化
- 流動解析の使用で3Dプリントによる開発プロセスを短縮
- ゲート位置アドバイザーの強化よりゲート設計を迅速に最適化
- 新しいMoldiverseクラウドプラットフォームで産業変革への第一歩を踏み出す
- ノートパソコン用キーボードのファミリーモールドの開発と組立ての自動化
- Composite 2023:StudioでRTM繊維配向を編集する方法
- Simpleware Software との連携による繊維配向予測精度向上
- Moldex3D Studio API機能を体験
- Moldex3Dを利用したiMFLUXのプロセスシミュレーション解析
- 樹脂流動解析の応用によるシングルバルブゲート型ホットランナーのアンバランス流動およびコアシフトの改善
- StudioでShellモデルを構築する方法
- Moldex3Dシミュレーションのためのクラウド活用
- 成形プロセスおよび金型構造がASA製品表面の白点に与える影響に関する研究
- 流動解析と実験計画法(DOE)の組み合わせにより最適なソリューションをすばやく特定
- NXのMold Wizardで作成されたランナーへの構造メッシュの作成
- 設計最適化によるそり変形問題の解消
- ICパッケージング業界のための自動シミュレーションワークフロー
- 金型業界におけるコンフォーマル冷却の普及について
- コンフォーマル冷却ウィザードの強化
- IC封止成形解析メッシング機能の高速化と信頼性向上
- APIによる射出成形シミュレーションの自動化
- 圧縮成形時の繊維配向変化の予測
- 高度な材料データを使用した射出成形圧力予測の改善
- 樹脂材料と3Dプリンタによる射出成形型(3DPIM)の効果的な設計検証ツールの実証実験
- 製品設計の最適化と複数解析の自動化
- ガラス繊維射出成形品のウェルドラインの検証
- Moldex3D バージョン2021 Viewer機能紹介
- 3D冷却CFD解析による仮想と現実の統合
- 射出発泡成形におけるコアバック技術の解析
- 共射出成形製品の物理メカニズムの調査と反り変形問題の解消
- シミュレーションテクノロジーを用いてSynventive社の高度なバルブゲートシステムを検証
- ウィスコンシン大学における学術研究:プラスチック製品の不具合予測
- AUDIX社 - 寸法精度の向上と外観不良の解消を両立
- Moldex3Dのコンフォーマル冷却解析による冷却時間の短縮
- Delta Groupは、冷却ファンブラケットの変形を改良するためにMoldex3D を利用
- CAEの使用でツール製造における複数の課題を一度に解消
- BASF、デザイン変更を行わずにガスアシスト成形の椅子製品を最適化
- 射出成形製品の最適化ワークフローを完全自動化
- 東陽実業による車用フォグランプの外観不良対策事例
- 電子部品のアンバランスな流動、ウェルドライン、エアートラップの問題を一挙に解決
- 先進的なCAEツールを使用して光学製品のそり変形と屈折率を検証
- 清華大学、Moldex3DによるVaRTMプロセスの検証に成功
- 射出成形の効率化を図るホットランナー設計にMoldex3Dを活用
- 軽量化と製品強度の要件を兼ね備えたプラスチック製品の実現
- 逆そり変形によるそり変形ソリューション
- 革新的な2ステップのシミュレーションでシート状複合材料の圧縮成形プロセスを一括管理
- マサチューセッツ大学による自転車金属部品の代替素材の特定
- ヘッドアップディスプレイのコンバイナー用蒸着治具金型と成形効率の最適化
- ブダペスト工科経済大学はMoldex3Dにより冷却時間を18%短縮
- ファスナー製品に欠かせない強度最適化手法
- イタリアの金型メーカーがMoldex3Dを使用して再利用可能なマスクをスピーディに量産化
- WISE、Moldex3Dにより引き出しスライドレールの要求寸法を達成
- STマイクロエレクトロニクスはMoldex3Dを使用してICパッケージングプロセスの最適化を実現
- SABICはMoldex3Dを使って2K-ICM製品の外観を最適化
- IDEMI、Moldex3Dにより新型コロナウイルス対策用フェイスシールドを検証
- Blackcad、Moldex3Dによる新型コロナウイルス対策用フェイスシールドの製造に成功
- 最短時間で最適な製品形状設計を見つけるには
- タブレットのバックパネルのそり変形を92%改善
- 部門間をつなぐビッグデータ管理プラットフォーム(Moldex3D iSLM)
- 独ケムニッツ工科大、Moldex3Dを用いた熱硬化性射出成形の壁面滑り現象の研究
- Moldex3Dを用いる事により成形歩留まり率を改善!
- 反り変形予測の定量評価に重要な粘弾性特性
- Moldex3Dにより車窓のガラスランチャンネルの変形を解決する方法を特定
- Moldex3Dによるコンフォーマル冷却回路の最適化で冷却効率が70%向上
- 炭素繊維配向の応力シミュレーション解析によりハンマータッカー製品の構造強度が向上
- 微細形状を持つ製品の流動評価
- Moldex3Dを使用して自動車部品の冷却時間を67%短縮
- CAE検証例:炭素繊維テープによるプラスチック製船舶用プロペラ構造の強化
- Berry PlasticsはMoldex3Dにより「時は金なり」であることを実証
- マルチコンポーネント成形:厚みのある光学製品の冷却時間を55%短縮
- コンフォーマル冷却回路の有効性を検証することでUSB外装部のサイクルタイムを短縮
- Moldex3DとANSYSの組み合わせによりガラス繊維のポリ乳酸製品構造に与える影響を検証
- CAEツールを利用したカメラレンズ筐体の真円度改善
- ACER社:Moldex3Dを活用し軽量・薄型タブレットを製造
- Moldex3Dを使用してLED製品の最適化を行い、金型製作コストを11,500米ドル削減
- Moldex3Dによる車載ナビゲーション機器部品の変形問題の解決例
- Moldex3DとLS-DYNAを統合し、スキャナーパーツの反り変形という難題の改善に成功
- Moldex3D成功例:反り変形抑制とサイクルタイム短縮例
- Moldex3Dと構造解析ソフトの統合 ― 反り変形の解決
- Moldex3D適用事例 −ガスアシスト・ワックスインジェクション成形の研究成果
- Moldex3Dにより光学製品の精密成形工程を最適化
- Moldex3D DOEによるパラメーター設定の最適化:部品品質の向上
- Moldex3D Advanced & Optics Module:ウェルドラインの解消
- Moldex3D eDesignを活用したウェルドライン改善の事例
- 樹脂流動解析と構造解析の連成事例
- 新繊維配向アルゴリズム(iARD) 〜長繊維配向の予測をより高速に、より高精度に〜
- 粉末射出成形「PIM」の紹介
- インサート成形用コアシフトシミュレーション(FSI)
- 3Dプリンター(レーザー焼結方式)を活用したコンフォーマル冷却による品質向上の事例
- ※Moldex3Dの開発元は CoreTech System Co., Ltd. です。
- ※記載されている製品およびサービスの名称は、それぞれの所有者の商標または登録商標です。
